
Impianti chimici industriali
Impianti chimici in acciaio inox:
soluzioni affidabili per processi complessi
Negli ultimi decenni il settore della chimica e farmaceutica ha conosciuto una crescita costante e si è affermato come ambito strategico su cui investire in ricerca e sviluppo.
Mettiamo al servizio di questi mercati la nostra esperienza e competenza nella lavorazione degli acciai inossidabili. Offriamo soluzioni tecnologicamente avanzate, progettate per gli impianti chimici chiamati a gestire processi complessi e ad alte prestazioni.


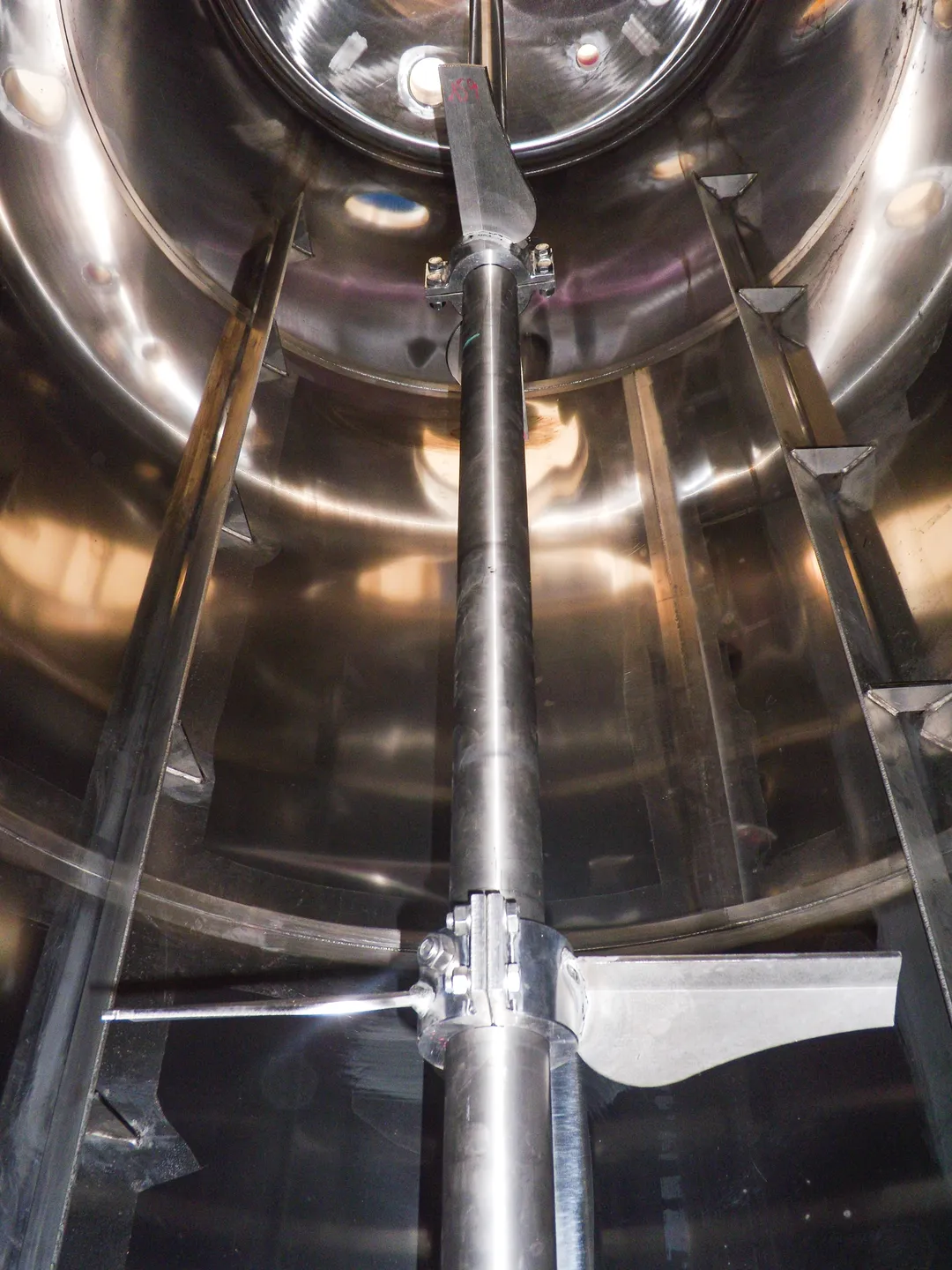
Realizziamo anche serbatoi miscelatori con agitatori a cancello, serbatoi dispersori e miscelatori per fluidi con agitatori a uno o più principi, serbatoi mulettabili certificati ATEX e serbatoi per impianti di depurazione e strippaggio.
Questo insieme di soluzioni è pensato per costruire linee di processo affidabili, efficienti e coerenti con le esigenze produttive.
Impianti chimici: dalla singola macchina al sistema completo
Dal singolo autoclave, serbatoio di stoccaggio o miscelatzione fino agli impianti chimici “chiavi in mano”, sviluppiamo soluzioni pensate per integrarsi nei processi produttivi e accompagnare il lavoro nel tempo.
La nostra gamma per il settore chimico comprende autoclavi collaudate PED con certificazione ATEX per soluzioni ammoniacali, serbatoi di contenimento con sistemi di controllo della temperatura, misurazione interna e dispositivi di sicurezza integrati.
Sistemi per la depurazione e lo strippaggio delle acque
Progettiamo e costruiamo sistemi dedicati alla depurazione e allo strippaggio delle acque di processo. Le nostre soluzioni sono pensate per il trattamento e la gestione delle acque nei contesti industriali. Sono sviluppate per integrarsi in modo efficace all’interno delle linee produttive e contribuire al corretto funzionamento degli impianti, garantendo affidabilità e rispetto per l’ambiente.

Con uno sguardo sempre attento alla sostenibilità, scegliamo materiali riciclabili e processi a basso impatto ambientale per la realizzazione degli impianti chimici.
In questo modo contribuiamo allo sviluppo di tecnologie per il settore chimico e farmaceutico sempre più responsabili e orientate al futuro

